Application and maintenance knowledge of cnc turret punch punching machinein aluminum veneer production
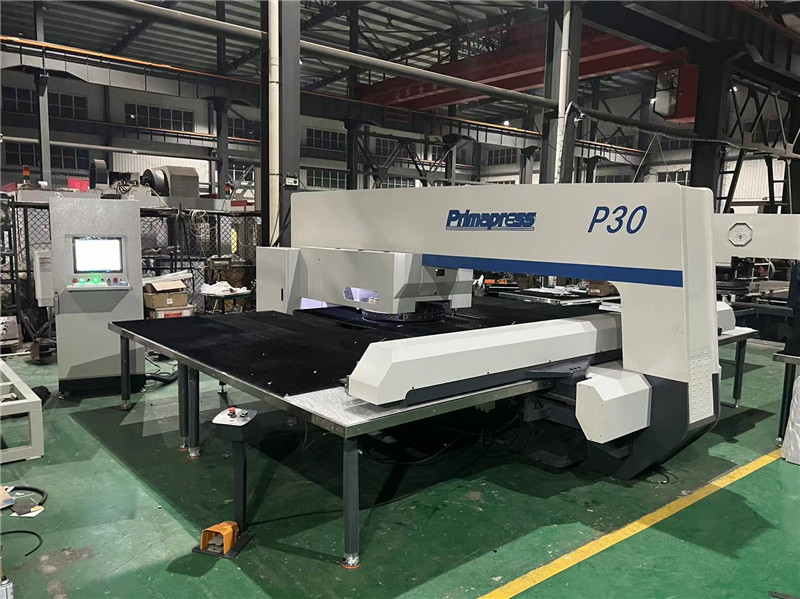
The cnc turret punch punching machineplays a crucial role in the application and production process of the cnc turret punch punching machinein the production of aluminum veneer. Ten years ago, a cnc turret punch punching machinewas applied to a sheet metal production line for aluminum veneer production, with at least 30 people.
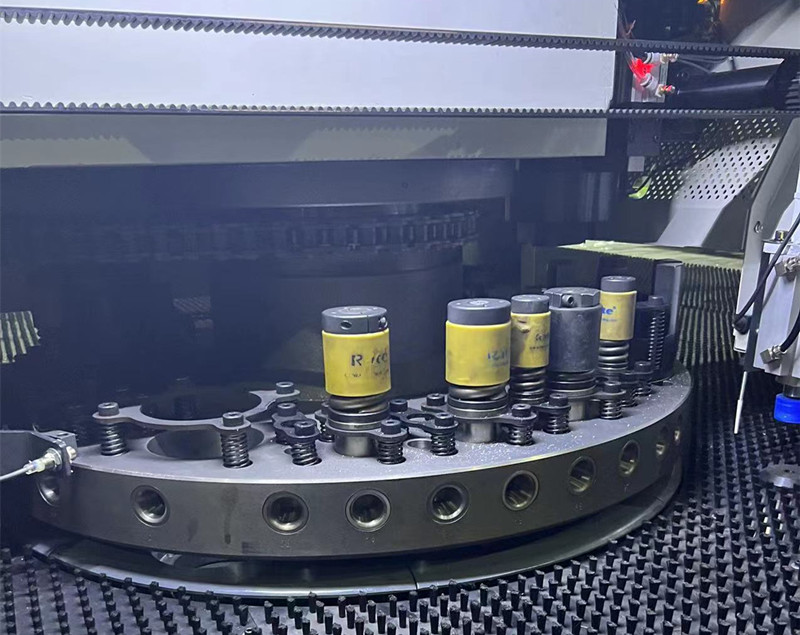
But now the cnc turret punch punching machineis used, and the production efficiency is directly increased by 200%. Especially for multi-size, polygonal, punched aluminum plates, the efficiency is higher. The cnc turret punch punching machinecan do: (1) cutting (2) opening angle, irregular corner (3) punching, punching rivet holes (4) irregular size punching. Configuration: 1 painting and unfolding design, 1 turret operator, 2 upper board mechanics. It can replace the previous operation positions such as cutting, corner opening, punching, button punching, punching, engraving and so on.
Maintenance and maintenance knowledge of metal plate CNC brick tower punch press
- Routine protection and maintenance projects
- The protection and maintenance of the punch press should perform the following items every 1500-2000 hours of use:
- Test and adjust the oil volume and pressure detection function of lubricating grease.
- The filter of the air system, the adjustment valve of the oil feeder and other functions, and the water impurity test check and necessary adjustment.
- Check the setting value of the air pressure switch and test and adjust the pressure detection function.
- View and adjust the setting value of the die height indicator switch and the measured value.
- Check and adjust the sprocket, chain, drive shaft, worm gear and worm of the mold height beam adjustment equipment for looseness, abnormality and chain tension.
- Remove the upper cover of the gear transmission box, check the wear of the internal parts and the looseness of the keys, and carry out oil tank cleaning, lubricating oil replacement and working conditions, noise, and vibration tests.
- Test and adjust the oil output and pressure of the oil injection points in each part of the transmission system.
- The piston action of the brake release mechanism, the brake angle, the release brake gap and the wear amount of the pad are tested and checked and adjusted if necessary.
- Measure the gap between the sliding guide and the guide and check the friction surface, and adjust and check if necessary.
- Add manual lubricating grease and pipelines for flywheel bearings, etc. Check the joint number.
- Check the action of the balance cylinder and its oil lubrication system, and check the joint number.
- Check the insulation resistance test of motor circuit and electrical operation circuit.
- Test the accuracy of the whole machine (straightness, parallelism, comprehensive gap, etc.), adjust and proofread if necessary.
- Cleaning and inspection of the appearance and accessories of the punch press, and the mechanical feet (base) fastening screws, nut locking and level inspection, if necessary, adjust.
- Cleaning, maintenance and inspection of the smooth oil supply system, pipeline valves, etc.
- Pneumatic components, pipelines, etc. of the air system are cleaned, maintained, and checked for operation.
- The protection and maintenance should be performed every 3000-4000 hours of use.
- Test the function of photoelectric safety equipment and test and adjust the projection angle and area.
- The appearance of the other parts of the electrical system, the point inspection of contact wear and loose connection, the test and the test inspection and adjustment of the function of the second-degree rotary cam switch box and the emergency stop circuit.
- Oil circuit cleaning, oil chamber cleaning, oil replacement and pressure action and function test adjustment for overload protection equipment.
- Check and adjust the wear and tension of the V-belt of the main motor.
- Disassemble and separate all parts of the brake organization (not included in the flywheel) for cleaning and maintenance, check and adjust the gap, and reassemble and debug.
- The other parts of the balancer are disassembled and differentiated, cleaned and inspected, and assembled and debugged.
- Items that should be performed for every 6000-8000 hours of protection and maintenance
- Disassemble and differentiate the saw tooth connecting rod, clean and maintain it, check the occlusion and wear of the saw tooth and connecting rod thread, and polish, polish the occlusal surface and apply lubricating grease.
- The slider assembly (ball seat, pressing cover. Overload hydraulic cylinder, worm gear, worm, etc.) is disassembled and decomposed, cleaned and maintained, clearance adjustment and wear surface, oil seal inspection and re-applied lubricating grease.
- The mold pad is disassembled, decomposed, cleaned, inspected for each wear surface and re-applied with lubricating grease, and then assembled and tested.